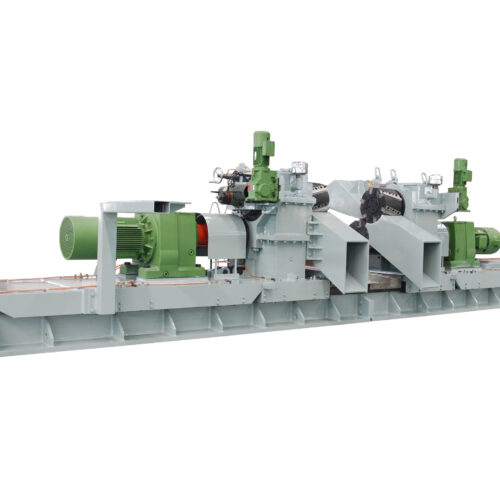
Правильный станок

“Современный правильный станок (Machine) обеспечивает высокоэффективную правку и калибровку ленточных пластин, находя широкое применение в обработке медных полос и продолжая совершенствоваться в данной отрасли.”
“Основополагающим условием достижения требуемой плоскостности металлической полосы является применение профессионального правильного стана. В процессе загрузки материала рабочие валки оборудования автоматически калибруются, учитывая как толщину обрабатываемой полосы, так и величину ее начального отклонения от плоскости.”
Состав правильного станка
1. Общая компоновка оборудования
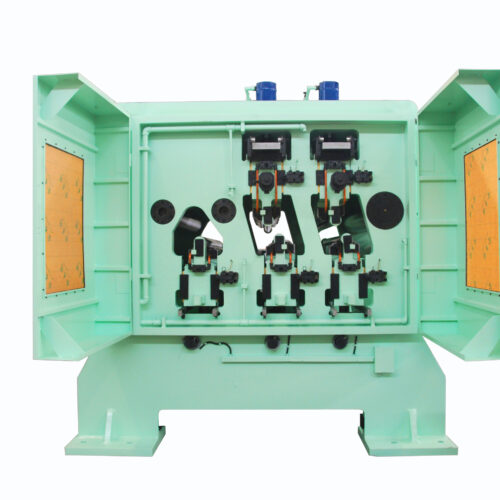
Данная правильная машина включает в себя следующие основные узлы:
Несущую раму
Прессующий механизм
Качающий механизм
Верхнее валковое устройство
Нижнее валковое устройство с сенсорной системой контроля
Гидравлическую сервосистему управления
2. Конструктивные особенности основных узлов
2.1 Несущая рама
Выполнена по открытой схеме с оптимальным распределением нагрузок
Характеризуется:
Повышенной жесткостью конструкции
Высокой несущей способностью
Эстетичным внешним видом
Технология изготовления:
Материал: сталь марки Q235A
Заготовка: плазменная резка
Сборка: непрерывная автоматизированная сварка
Термообработка: полный отжиг в электропечи
Механическая обработка: выполняется на 10-метровом ЧПУ-станке (сверлильно-фрезерном)
2.2 Система фиксации рамы
Позиционирование осуществляется коническими штифтами
Конструкция штифтов:
Неподвижная опора с одной стороны
Гидроцилиндр привода с другой стороны
Контроль положения: бесконтактные датчики (обеспечивают безопасность работы)
2.3 Прессующий механизм
Привод:
Электродвигатель (3 кВт)
Червячный редуктор
Кинематическая схема:
Вращение передается на червячную пару
Прессующий винт зафиксирован в червячном колесе
Гайка прессования жестко закреплена
Результат: вертикальное перемещение верхней валковой системы
2.4 Качающий механизм
Приводная система:
Электродвигатель
Редуктор
Рабочий орган:
Эксцентриковый вал
Преобразует вращательное движение в колебательное
Результат: создание регулируемого угла отклонения верхней валковой рамы
Примечание: Все технические решения обеспечивают высокую точность правки металлических полос при сохранении надежности и безопасности эксплуатации оборудования.
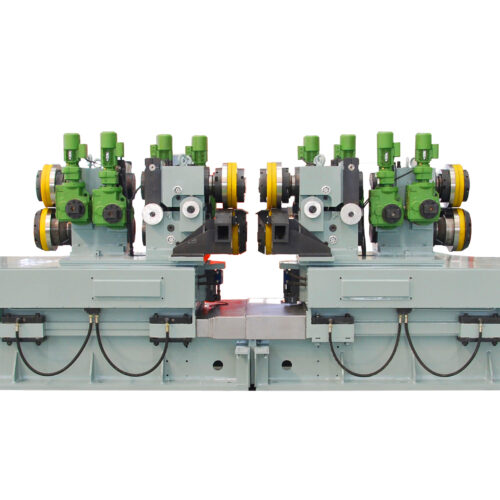
Устройство рабочего валка:
Конструкция валкового узла:
Комплектация:
Рабочие валки: 23 единицы (верхние/нижние)
Промежуточные валки: 25 единиц
Опорные ролики: комплект
Схема расположения:
Шахматное расположение рабочих валков
Верхний ряд: 11 валков
Нижний ряд: 12 валков
Регулировочная головка цилиндра:
Модульная конструкция (11 независимо регулируемых секций)
Диаметр рабочих роликов: 16 мм (±0,01 мм)
Подшипниковый узел:
Тип: роликовые подшипники
Производители: премиальные бренды INA/FAG (Германия)
Механизм регулировки крена вниз задним ходом:
1. Гидравлическая система регулировки выпуклости:
Состоит из 11 независимых сервогидравлических цилиндров
Принцип действия:
Гидроцилиндры воздействуют на наклонный блок
Наклонный блок закреплен на раме станины
Передает усилие на нижнюю резервную роликовую систему
Обеспечивает вертикальное позиционирование роликов (к/от рабочей зоны)
Особенности:
Индивидуальная регулировка каждой группы
Точное управление выпуклостью проката
2. Кассетный роликовый узел:
Комплектация:
Набор кассет с роликами Φ16 мм
Каждая кассета включает:
Верхнюю роликовую систему
Нижнюю роликовую систему
Конструктивные особенности:
Различная длина рабочих поверхностей верхних/нижних валков
Технические параметры приведены в таблице 1 (прилагается)
3. Материалы и исполнение:
Рабочие валки:
Материал: легированная сталь Cr12MoV
Термообработка:
Поверхностная закалка HRC64-66
Глубина упрочненного слоя: 2-2.5 мм
Система роликовых кассет:
Синхронный выдвижной механизм
Возможность одновременного выдвижения верхних/нижних кассет
Применение правильного станка
Области применения правильных машин для натяжения:
Металлургическая промышленность
Основное применение в сталелитейном производстве
Ключевые технологические процессы:
Литье стальных заготовок
Горячая и холодная прокатка
Волочение металла
Правка готовой продукции
Широко используются в чугунном производстве
Транспортное машиностроение
Автомобильная промышленность:
Производство кузовных панелей
Обработка штампованных деталей
Изготовление элементов шасси
Инфраструктурные проекты
Рельсовый транспорт:
Высокоскоростные железные дороги
Метрополитены
Трамвайные системы
Авиационная инфраструктура:
Аэропортовые комплексы
Транспортно-пересадочные узлы
Ключевые функции
Прецизионная обработка металлических листов
Обеспечение требуемых параметров плоскостности
Коррекция механических напряжений в заготовках
1. Применение в автомобильной промышленности:
Натяжные правильные машины являются ключевым технологическим оборудованием в автомобилестроении, применяясь для:Прецизионной обработки кузовных панелей
Правки дверных конструкций
Коррекции геометрии крышевых элементов
Обработки силовых элементов кузова
2. Использование в производстве бытовой техники:
Производители электроники и бытовой техники активно используют натяжные правильные машины для:Обработки металлических панелей:
Корпусов телевизоров
Наружных панелей холодильников
Компонентов систем кондиционирования
Обеспечения идеальной плоскостности:
Лицевых панелей
Несущих конструкций
Декоративных элементов
Технические особенности применения:
Работа с тонколистовым металлом (0,5-3 мм)
Автоматизированная коррекция внутренних напряжений
Обеспечение допусков плоскостности ±0,15 мм/м
Совместимость с конвейерными линиями сборки
Преимущества оборудования:
Высокая повторяемость результатов
Роботизированное управление процессами
Минимизация ручного труда
Соответствие стандартам ISO 9001 и IEC 60704
Примечание: Современные модели правильных машин оснащаются системами ЧПУ, позволяющими хранить и воспроизводить параметры обработки для различных типов деталей.