
Дисковые кромкообрезные ножницы для холодной полосы: техническое описание

1. Описание продукта
Дисковые кромкообрезные ножницы являются ключевым агрегатом в составе непрерывных и полунепрерывных станов холодной прокатки, а также отделочных линий. Их основная функция — точное и чистое удаление боковых кромок рулонной полосы для достижения заданной ширины, улучшения геометрии кромки и подготовки поверхности для последующих операций.
Оборудование работает по принципу встречного вращения пар дисковых ножей, осуществляя продольный рез по всей длине движущейся полосы с высокой скоростью и точностью.
2. Конструктивные и технические особенности
2.1 Базовая конструкция:
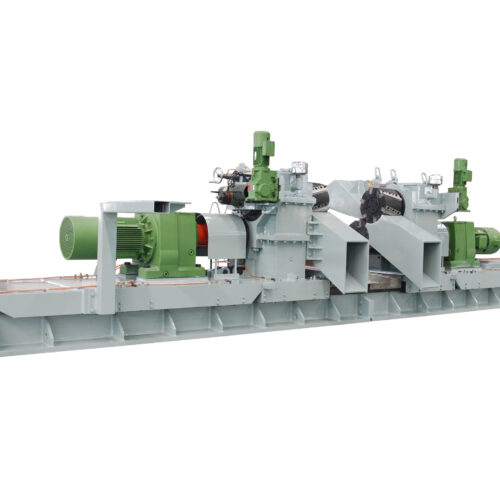
Мощная станина: Изготавливается из сварных стальных плит с последующей термообработкой для снятия внутренних напряжений. Обеспечивает необходимую жесткость для гашения вибраций при работе на высоких скоростях.
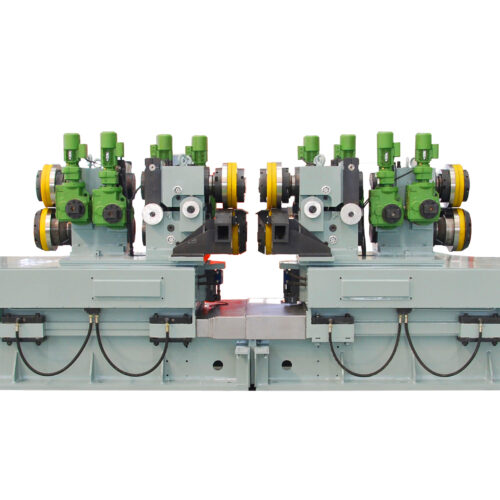
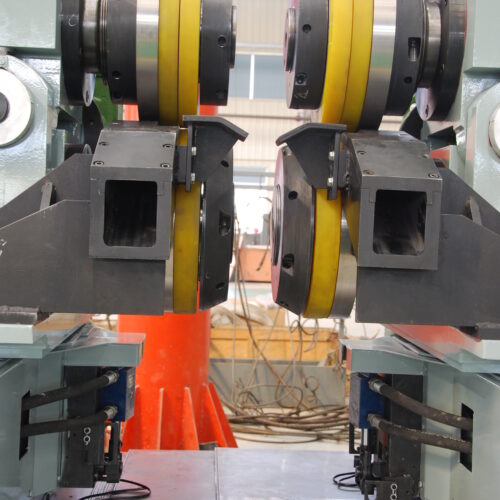
Режущий узел: Включает две пары шпинделей (верхний и нижний) с установленными дисковыми ножами. Шпиндели монтируются на прецизионных подшипниковых опорах.
Механизм регулировки ширины (осевого сдвига): Позволяет синхронно перемещать оба режущих узла для установки требуемой ширины полосы. Привод механизма — сервомотор с шариковинтовой передачей, управляемый от системы ЧПУ.
Привод вращения ножей: Каждый шпиндель приводится в движение индивидуальным асинхронным или серводвигателем через редуктор/карданный вал. Обеспечивается синхронизация скорости вращения ножей со скоростью движения полосы.
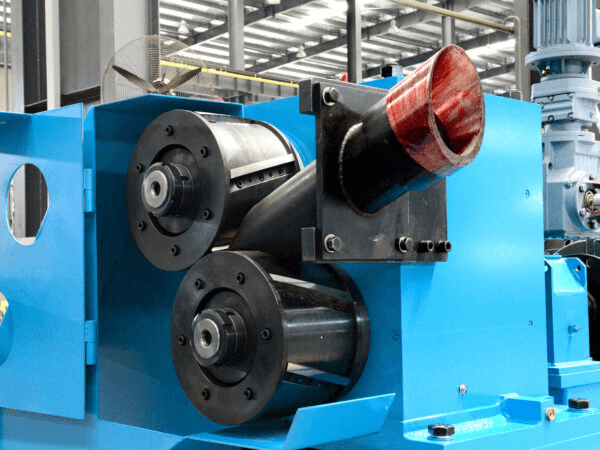
Измельчитель обрези (Crop Chopper): Встроенный механизм для дробления обрезанной кромки на мелкие фрагменты (чипсы) с целью их последующей утилизации. Оснащен собственным гидравлическим или электрическим приводом.
2.2 Ключевые технические условия и параметры:
Номинальная толщина полосы: 0.15 — 6.0 мм (стандартно; возможны другие диапазоны по запросу).
Максимальная ширина полосы: 600 — 2000 мм (определяется проектом стана).
Скорость полосы в линии: До 1200 м/мин (требуемая производительность агрегата должна соответствовать параметрам линии).
Предел прочности обрабатываемого материала (σв): До 1400 МПа (для высокопрочных, нержавеющих и специальных сталей).
Материал и характеристики дисковых ножей:
Материал: Высоколегированная инструментальная сталь (например, Х12МФ, D2, SKD-11) или твердый сплав.
Твердость: 58-65 HRC (для стальных ножей).
Покрытие: PVD-покрытие (TiN, TiAlN, CrN) для повышения износостойкости и срока службы.
Диаметр ножей: 250 — 500 мм (зависит от толщины полосы и конструкции).
Точность обрезки:
Ширина полосы после обрезки: Допуск ±0.1 — 0.3 мм (в зависимости от спецификации).
Вертикальность и чистота кромки: Отсутствие видимых заусенцев, надрывов, волн.
Смазка и охлаждение: Автономная циркуляционная система для подачи смазочно-охлаждающей жидкости (СОЖ) в зону реза, отвода тепла и удаления стружки.
3. Применение
Данное оборудование применяется в следующих технологических линиях:
Непрерывные и полунепрерывные станы холодной прокатки: Обрезка кромки после последней клети или перед моталкой.
Травительные линии (ПТЛ): Подготовка кромки горячекатаной полосы перед входом в стан холодной прокатки.
Отжиговые и цинковальные агрегаты: Обрезка кромки после отжига или покрытия для обеспечения качества намотки.
Отделочные и сортировочные линии (SL, CPL): Финальная обработка полосы перед отгрузкой заказчику.
Линии продольной резки (слябинг-линии): Предварительная обрезка кромки широкого рулона перед его продольной разрезкой на более узкие.
4. Режимы работы и обслуживания
Режимы: Непрерывный (в потоке с линией) или циклический.
Смена инструмента: Конструкция может предусматривать быстросменные кассеты (Quick-Change Cassette), что позволяет сократить время замены ножей до 15-30 минут. Стандартная замена требует большего времени на демонтаж/монтаж узлов.
Система управления: Локальное управление с панели оператора и/или интеграция в общую систему автоматизации стана (АСУ ТП).
Основные расходные материалы и запчасти: Дисковые ножи, уплотнительные элементы, подшипники шпинделей, ремни привода, фильтры систем смазки и гидравлики.